


碳/酚醛复合材料已广泛应用于固体火箭发动机喷管等防热构件[1-3]。随着武器系统的升级,火箭发动机喷管的工况条件将更加严苛,为提高发动机的可靠性,一般通过增加碳/酚醛材料的厚度来满足要求。对于厚度<20 mm的产品,在通常的固化历程下,就能够得到性能良好的复合材料产品[4]。当产品的厚度>20 mm时,在固化过程中容易产生较大的温度梯度,并导致产品内部较大残余应力的出现和分层现象的发生[5-7]。为了解此类厚壁碳/酚醛产品在固化过程中内部温度变化,指导类似结构产品的固化成型,本文通过温度监测实验,优化了适合于厚壁碳/酚醛复合材料的热压罐固化工艺。
1 实验 1.1 主要原材料1K聚丙烯腈基平纹碳布:吉林神州碳纤维有限责任公司,牌号:JT300A-1KB-A10-1;低压钡酚醛树脂:北京玻钢院复合材料有限公司,牌号:DFQS-3。
1.2 设备及仪器Φ1 m×3 m热压罐,航空规划设计院;DSC2014F1型差示扫描量热仪,德国耐驰仪器制造有限公司;TH-01-250-B精密控温烘箱,赛普斯天宇设备有限责任公司;E型热电偶:WREK-100型;无纸记录仪:显示精度(0.5±0.03)℃;HS5衰减型超声波探测仪。
1.3 实验过程 1.3.1 产品内部测温实验实验的产品厚度约为36.5 mm,按照图 1所示位置,设定3个测温点,埋入3根热电偶,用于监测在固化过程中不同位置的温度变化情况。

|
| 图 1 测温点分布图 Figure 1 Distribution of the temperature measurement point |
热电偶埋入完成后,将热电偶引线分别经真空铜管、热压罐内的真空过壁管穿出后,外部接线端子与无纸记录仪相连接,如图 2所示。

|
| 图 2 测温实验连接示意图 Figure 2 Connection diagram of the temperature measurement experiment |
准备工作完成后,测温实验的固化工艺按以下历程执行,其中升温开始加初压,至(80±3)℃时开始加全压;固化开始即抽真空,真空度≤-0.093 MPa,温度至165℃时停止抽真空。
|
根据GJB1059.4,进行钡酚醛树脂的凝胶实验,观察树脂状态的变化情况,记录钡酚醛树脂在不同温度下的凝胶情况,为固化工艺的优化提供数据支撑。
1.3.3 树脂DSC测试对酚醛树脂进行DSC分析,分别测试不同升温速率下的固化反应特性,外推出固化反应起始温度Ti、固化反应峰顶温度Tp、固化终止温度Tf,并与测温实验得出的结果进行对比。
1.4 检测与分析依据所标准Q/GB 201—2005《布带缠绕件超声波检测及放行标准》,采用HS5衰减型超声波探测仪对产品内部质量情况进行检测,对优化前后的固化工艺做出评价。
2 测温结果与分析 2.1 测温实验分析将准备好的测温产品放入热压罐中,按设定好的固化工艺进行实验,通过无纸记录仪实时采集模具表面、产品中间及外部三个位置在不同时间段的温度情况,具体结果如图 3所示。

|
| 图 3 产品固化过程中不同位置的温度曲线图 Figure 3 Temperature curves of different positions during curing process |
从图 3可以看出,由于气体比热容小于金属与复合材料的比热容,所以升温初期,罐体内温度高于产品内部的温度。当温度达到80℃时开始加全压,此时罐体内温度出现一个快速上冲阶段,温度由80℃升至94℃(a点),温度由出现上冲至恢复到80℃的持续时间约为56 min,这一现象的原因可以由“理想气体状态方程”解释。
当80℃保温2 h结束时,碳层中间温度只有58.5℃(b点),远远低于罐体内温度。此后随着罐体内温度继续升高,产品各部位温度也有所升高,但仍远低于罐体内温度。当碳层中间温度达到约100℃时(图中c点),碳层中间测温点温度曲线斜率逐渐增大(tgα由0.32增加至0.44),温度上升速度增大,说明此时产品内部树脂开始反应。当120℃保温至85 min时,开始出现碳层中间与碳层外部温度高于罐体内温度的现象(d点),通过分析认为主要是由于酚醛树脂发生聚合反应,大量放热导致温度升高。
2.2 树脂DSC分析对酚醛树脂进行DSC分析,外推做出3点固化温度(图 4),可以看出,其反应起始、峰顶及终止温度分别为105.1、139.6和162.85℃。测试结果的Ti与测温产品中的分析结果一致。

|
| 图 4 酚醛树脂固化外推线图 Figure 4 Curing extrapolation chart of phenolic |
根据GJB 1059.4,进行钡酚醛树脂的凝胶实验。采用精密控温烘箱,烘箱的升温速率与测温实验的温度制度相同,温度在80~100℃时,每5℃用玻璃棒搅动树脂原胶,观察树脂流动情况;超过100℃时,每2℃观察树脂流动情况(表 1)。可以看出,酚醛树脂在95℃之前未发生反应,95~100℃时树脂表面开始“结皮”,出现凝胶;104℃以后全部凝胶,逐渐变为橡胶状黏弹体,当温度继续上升至110℃时完全变为固态。
| 温度/℃ | 流动情况 | 拉丝情况 | 溶解情况 |
| 80 | 流动 | 未拉丝 | 可溶解 |
| 85 | 流动 | 未拉丝 | 可溶解 |
| 90 | 流动 | 未拉丝 | 可溶解 |
| 95 | 表面结皮,内部流动 | 未拉丝 | 可溶解 |
| 100 | 不流动,开始凝胶 | 未拉丝 | 可溶解 |
| 102 | 不流动 | 拉丝 | 可溶解 |
| 104 | 全部凝胶 | 拉丝 | 可溶解 |
| 106 | 橡胶状,弹性大 | 不拉丝 | 半溶解 |
| 108 | 橡胶状,弹性小 | 不拉丝 | 半溶解 |
| 110 | 变硬,无弹性 | 不拉丝 | 不溶解 |
综上可知,酚醛树脂在95℃之前具有良好的流动性,并且温度越高流动性越好。热压罐固化时,由于比热容的不同,罐体内温度要高于产品内部温度,因此需要延长保温时间,使产品内部温度与罐体内温度尽可能接近。酚醛树脂在95~100℃时开始凝胶,出现聚合放热现象,需要在固化过程中设置一个保温段,以防止聚合速度过快导致产品内部温度急剧上升。因此固化工艺制度进行如下调整。
(1) 将80℃保温提高到85℃,保温时间从2 h延长至3 h,在升至100℃之前,升温速率从20℃/h降至(15~17)℃/h,以尽可能缩小罐体内温度和产品内部温度的差异。
(2) 在醛树脂凝胶起始点100℃附近增加一个保温段,使树脂得到充分反应,同时消除树脂聚合反应过程中由于温度过高导致的树脂爆聚现象,减缓固化反应的剧烈程度。
(3) 将加全压时机调整到85℃保温3 h结束,根据测温实验可以推测出,此时产品内部温度已经接近85℃,树脂流动性好,加全压(2.3~2.5) MPa后,既可以保证压实效果,不会造成产品贫胶,也不会造成温度过高而使树脂提前凝胶。
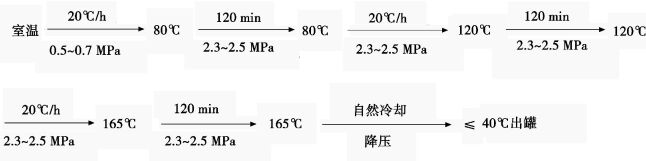
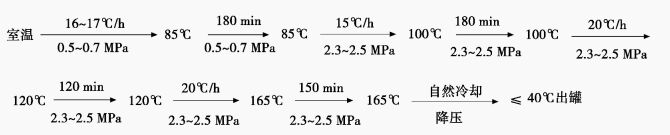
根据测温实验结果, 将固化制度优化, 固化开始即抽真空, 真空度≤-0.093 MPa,温度至165℃时停止抽真空。固化工艺优化前后对比见图 5。
|

|
| 图 5 固化工艺优化前后对比图 Figure 5 Comparison diagram of curing process before and after optimization |
采用优化前后的固化工艺分别进行了某型号产品的生产,通过HS5衰减型超声波探测仪对产品内部的质量进行了检测,检测结果见表 2。
| 产品 | 固化工艺 | 检测结果 |
| 1# | 优化前 | 53~68 dB,33~45(413 cm2),35~46(209 cm2),38~45(24 cm2),33~41(55 cm2),39~45(35 cm2),40~46(13 cm2) |
| 2# | 优化后 | 51~66 dB,无异常区域 |
从表 2的检测结果可以看出,采用优化前的固化工艺生产的产品1存在大面积的缺陷,而采用优化后的固化工艺生产的产品2检测未发现任何异常,产品内部质量均一性良好。因此通过对比两种固化工艺可以看出,优化后的固化工艺更适合于厚壁碳/酚醛复合材料的固化成型。
5 结论以厚壁碳/酚醛复合材料为研究对象,通过开展温度监测实验,了解了该类结构产品在固化过程中内部不同位置的温度变化和分布,同时依据测温实验的结果、树脂DSC分析及凝胶实验的结果对固化工艺进行了优化,优化的内容包括:延长各温度点的保温时间、延缓初期的升温速率、调整加全压的时机、增加树脂凝胶温度点的保温段。最后对优化后的固化工艺进行了验证,结果表明:采用优化后的固化工艺合理,产品经超声波检测,内部缺陷大大减少,质量均一性得到了有效提高。
| [1] | 王光林, 蔡娥, 等. 固体火箭发动机设计[M]. 航空专业教材编审室, 1985. |
| [2] | 邱哲明, 陈明义, 杨传荣, 等. 固体火箭发动机材料与工艺[M]. 北京: 宇航出版社, 1995: 1-10. |
| [3] |
王井岗, 汤佳奇, 焦扬声. 耐烧蚀材料的进展—碳纤维/酚醛、碳/碳复合材料的研究和应用[J].
玻璃钢/复合材料, 1993(2): 26.
|
| Cited By in Cnki (10) | |
| [4] | 郭战胜, 张俊乾, 等. 厚截面复合材料的制造工艺及其力学问题[C]. 第十五届全国复合材料学术会议论文集(上册), 哈尔滨, 2008: 449-452. |
| [5] | KIM J S, LEE D G. Development of an autoclave cure cycle with cooling and reheating steps for thick thermoset composite laminates[J]. Journal of Composite Materials, 1997, 31(22): 2264–2282. |
| Click to display the text | |
| [6] | YANG Z L, LEE S. Optimized curing of thick section composite laminates[J]. Materials and Manufacturing Processes, 2001, 16(4): 541–560. |
| Click to display the text | |
| [7] |
张纪奎, 付正国, 吴烈苏, 等. 厚截面复合材料结构固化残余应力研究进展[J].
高科技纤维与应用, 2012, 37(6): 57–62.
|
| Cited By in Cnki (3) |